Üç əsas bit əsasında biti necə seçmək olar: material, örtük və həndəsi xüsusiyyətlər.
01, qazma materialını necə seçmək olar
Materialları təxminən üç növə bölmək olar: yüksək sürətli polad, kobalt yüksək sürətli polad və bərk karbid.
Yüksək sürətli Polad (HSS):
Yüksək sürətli polad 1910-cu ildən bəri bir əsrdən çox kəsici alət kimi istifadə olunur. Bu gün ən çox istifadə edilən və ən ucuz kəsici alət materialıdır.Yüksək sürətli polad bitlər həm əl qazmalarında, həm də qazma presləri kimi daha sabit mühitlərdə istifadə edilə bilər.Yüksək sürətli poladın davamlılığının başqa bir səbəbi, onun dəfələrlə itilənə bilən alətlərinin yalnız qazma uçları kimi deyil, həm də torna alətləri kimi istifadə etmək üçün kifayət qədər ucuz olması ola bilər.
Kobalt yüksək sürətli polad (HSSE):
Kobalt tərkibli yüksək sürətli polad yüksək sürətli poladdan daha yaxşı sərtliyə və qırmızı sərtliyə malikdir.Sərtliyin artması aşınma müqavimətini də artırır, lakin eyni zamanda bir qədər sərtlik də qurban verilir.Yüksək sürətli polad kimi, istifadələrini yaxşılaşdırmaq üçün cilalana bilərlər.

KARBİD:
Sementlənmiş karbid metal əsasdan ibarət kompozit materialdır.Onların arasında volfram karbid matris kimi istifadə olunur və digər materialların bəzi materialları sinterləmə üçün isti izostatik presləmə kimi bir sıra mürəkkəb proseslər vasitəsilə yapışdırıcı kimi istifadə olunur.Yüksək sürətli polad ilə müqayisədə sərtlik, qırmızı sərtlik, aşınma müqaviməti və digər aspektlərdə böyük bir inkişaf var, lakin karbid alətinin dəyəri də yüksək sürətli poladdan daha bahalıdır.Alət ömrü və emal sürətində sementlənmiş karbid keçmiş alət materiallarına nisbətən daha çox üstünlüklərə malikdir, təkrar daşlama alətində peşəkar daşlama alətlərinə ehtiyac var.
02, bit örtüyünü necə seçmək olar
İstifadə diapazonuna görə örtük təxminən aşağıdakı 5 növə bölünə bilər.
Örtülməmiş: Örtülməmiş kəsici alətlər ən ucuzdur, adətən alüminium ərintisi, aşağı karbonlu polad və digər yumşaq materialların emalı üçün istifadə olunur.
Qara oksid örtüyü: oksidləşmə örtüyü örtülməmiş alət sürtküsindən daha yaxşı təmin edə bilər, daha yaxşı oksidləşmə müqavimətinə və istilik müqavimətinə malikdir və xidmət müddətini 50% -dən çox artıra bilər.
Titan nitrid örtüyü: Titan nitrid ən çox yayılmış örtük materialıdır, yüksək sərtlik və yüksək emal temperaturu materiallarının emalı üçün uyğun deyil.
Titan karbon nitridi örtüyü: Titan karbon nitridi titan nitriddən hazırlanmışdır, daha yüksək temperatur müqavimətinə və aşınma müqavimətinə malikdir, adətən bənövşəyi və ya mavidir.Haasın emalatxanasında çuqun iş parçaları hazırlamaq üçün istifadə olunur.
Alüminium nitrid titan örtüyü: yuxarıda göstərilənlərin hamısından daha yüksək alüminium nitrid titan örtüyü yüksək temperatura davamlıdır, buna görə daha yüksək kəsmə şəraitində istifadə edilə bilər.Super ərintilərin emalı kimi.Polad və paslanmayan poladın emalı üçün də uyğundur, lakin tərkibində alüminium elementləri olduğu üçün alüminiumun emalında kimyəvi reaksiyalar baş verəcək, ona görə də tərkibində alüminium olan materialların emalından qaçınmaq lazımdır.
Ümumiyyətlə, titan karbonitrid və ya titan nitrid örtüklü kobalt daşıyan matkap daha qənaətcil bir həlldir.

03. Qazmanın həndəsi xarakteristikaları
Həndəsi elementləri aşağıdakı üç hissəyə bölmək olar:
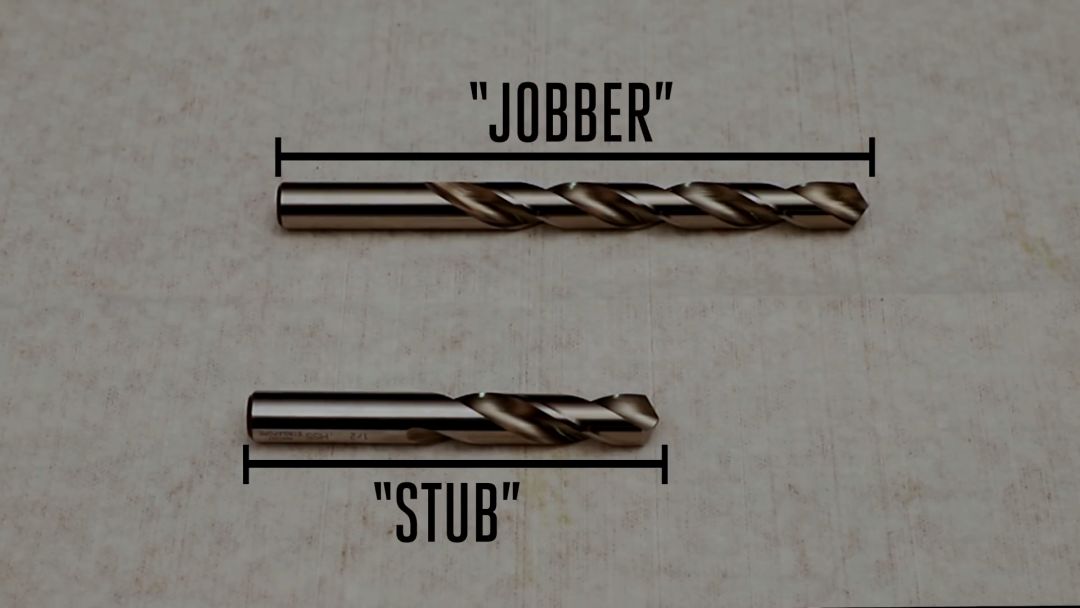
Uzunluq
Uzunluğun diametrə nisbəti diametrinin ikiqat artması adlanır və diametri nə qədər kiçik olsa, sərtlik daha yaxşıdır.Çiplərin çıxarılması üçün düzgün kənar uzunluğu və ən qısa kənar uzunluğu ilə bir az seçmək emalın sərtliyini yaxşılaşdıra bilər və bununla da alətin ömrünü artıra bilər.Qeyri-kafi kənar uzunluğu qazma ucuna zərər verə bilər.
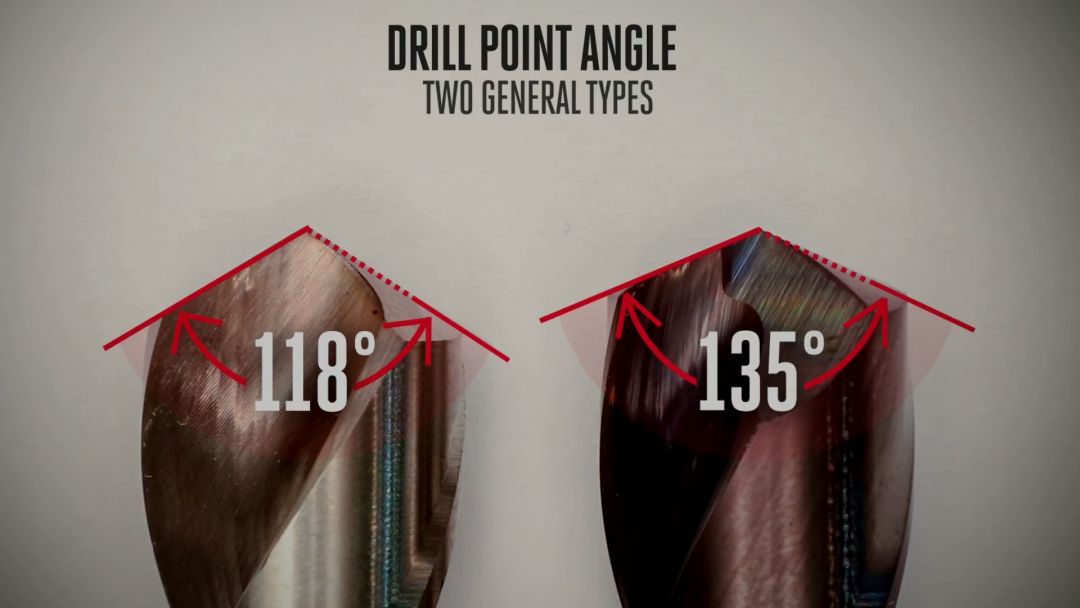
Qazma ucu bucağı
118° qazma nöqtəsi bucağı, ehtimal ki, emalda ən çox yayılmışdır və adətən yumşaq polad və alüminium kimi yumşaq metallar üçün istifadə olunur.Bu Bucaq dizaynı adətən öz-özünə mərkəzləşmir, yəni mərkəzləşdirmə çuxuru qaçılmaz olaraq əvvəlcə emal edilməlidir.135° qazma ucu bucağı adətən öz-özünə mərkəzləşir və bu, tək mərkəzləşdirmə çuxurunu emal etmək ehtiyacını aradan qaldıraraq çox vaxta qənaət edir.
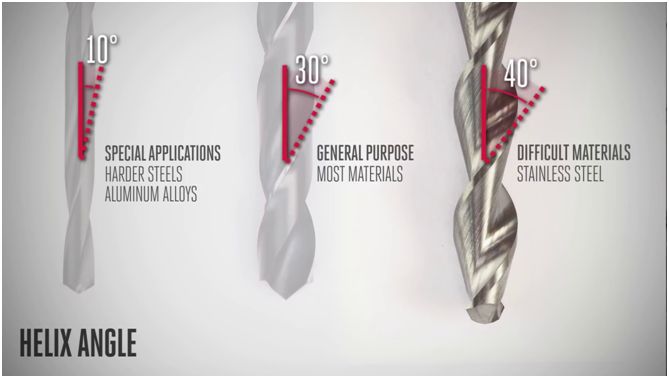
Spiral bucaq
30° spiral bucaq əksər materiallar üçün yaxşı seçimdir.Bununla belə, şlamların daha yaxşı çıxarıldığı və kəsici kənarların daha güclü olduğu mühitlər üçün daha kiçik spiral Bucağı olan bir az seçilə bilər.Paslanmayan polad kimi çətin işlənən materiallar üçün fırlanma anı ötürmək üçün daha böyük spiral Bucağa malik dizayn istifadə edilə bilər.
Göndərmə vaxtı: Sentyabr-01-2022